|
һ��������ά��������
Ϊʹ���������������������õľ��ȣ��ӳ�ʹ����������ֹ�����������������������µ�ά�������������Ǻ���Ҫ�ģ�
1. ��
��1��Ϊʹ���������������������ĥ�𡢻����㲿��������Ħ������밴����ͼ�涨���ڽ��м�����ע������ͱ�����ࡣ
��2������ʱ���밴�չ涨������߶ȼ��룬��Ӧ���ڻ���ڹ涨�������α����ġ�����ʱ���������λ�Ƿ�������
��3��ʹ���»���ʱ�����ڳ�ĥ��������������ڵ����͵�һ�κ͵ڶ��θ����͵�ʱ��Ӧ�ֱ���ʮ����ʮ�졣�Ա㼰ʱ������������ʱӦ��ú�ͳ�ϴ���ڡ�
��4������λ��ʹ�õĵ���ë�ߺ�����ëձӦ��ÿ����ϴһ�Σ��������������˺�β�����˵Ĺ������ڵ�ëձӦ��ÿ�ܲ�ϴһ�Σ�������Ӧ��ʱ������������ÿ�ܲ�ϴһ�Ρ�
2. ����
��1����������ǰӦ�������ͱã�ͨ����ͷ���ϵ��ʹ��۲��ͱù����Ƿ��������ʹ����ͺ��������ᡣ
��2�����˶�����ֻ����ͣ������У�����ת��ʱ���ð�κ��ֱ����٣�����ϵͳֻ�����ٻ�ͣ��ʱ�����������֡�
��3����������ǰ����������ֱ�λ���Ƿ���ȷ���Ա��������ҧ�ϡ�
3. ������ʹ��
��1�����ڼ�鲢��������Ƥ���ֵ��Ž������Ա���Ƥ��������
��2�����������ķ�������ֱ�ϰ�Ӻ�����������ȴҺ���Ա��ֵ��ܵ��ظ���λ���ȡ�
��3������β����װ�ù��߽�������ʱ��Ӧѡ�����β��5��Ī�Ϲ�����������β��ֱ���룬��ס��Ͳ�ڵ�ֹ�����飬������ת����ĥ�����ȡ�
��4��˿��Ӧ��ֻ�ڼӹ�����ʱʹ�ã��������������˶�ʱһ�㲻ʹ�ã��Ա���˿�������;��ȡ�
��5��ʹ�����ļܺ�����ʱ��Ӧ�Թ���֧���������

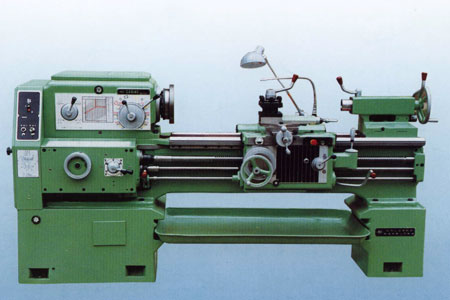
����������Ҫ�ṹ�����
1.����������������ǰ������װ�����綯������������͵綯�ã�������װ����ȴҺ�͵綯�ã��������淽����װ�����塣
���˶�����Ƥ�����ɽ���Ӧ�����ʵ������õ綯���װ�����������ĸ��ʹ�װ�����ת�����Ӷ�����Ƥ�����Ž�����
2.��ͷ�䣺����������ȫ���ּ��д��������˶�������Ƥ����������ͷ����1�ᣬ������ƬʽĦ��������������������������ᡣ���������ת��Ħ����������ƻ�ã�Ϊ��֤��������������Ӧ��Ħ������������ʵ����������ʱ�������飬Ӱ��������ʺʹ��ȣ����ĥ��Ӿ磬����ʱ���ݷ�����ʧȥ�������õ�����
��Ħ��������ѿ������˶����ƶ����ƶ�����������ڶ�ʱ����ֹ��ʱ����í���ɵ���ɲ�������ɽ���
����ϵͳ������֧�нṹ��ǰ����֧��Ϊ��Ҫ֧�ţ���֧��Ϊ����֧�š�
����ľ����ڳ���ʱ�Ѱ��ջ�������У�ã�������ʹ��һ��ʱ��ʱ���ᾫ�ȴﲻ��ԭ��Ҫ��ʱ���������е����������ķ���ʱ���ɿ���ĸ��ֹ���ݶ�����������ĸ����ǰ��У�������ĸ�����м���С�������Ϻ�Ӧ���ɿ����ݶ�����ĸһһš������Ҫ��е������辭������Сʱ���ϵĸ�����תʵ�飬����ﵽ�ȶ��¶ȣ�ÿСʱ����������5�ȣ������������¶Ȳ�����70�ȣ�������Ҫ���½��е�����
��ͷ����ת�����ٲ���˫�ֱ����в������������������������������������ɶ�����Ӱ��ת�ٱ���λ�õ�ȷ����ʱӦ�������Ž��֣��Ƚ�֧���ݶ��ɿ���ת��ƫ����ʹ�����Ž��������½����ݶ���Ϊ�����������תʱ���������������������������ƽ��飬���ڳ������Ѿ�ƽ�������
3.β����������β��������������������������ƶ���ѹ����λ���������߷���������
���ӹ���Ҫ��β������λ��ʱ�����Ƚ����ݶ��ɿ���ͨ�����ݶ�������������Ӧš���ɿ����ݶ�������Ҫ����ԭλʱ�����Ƚ�β�����ϵĿ��߶��װ��ϵ�0���ɡ�
�����ƶ�������ƫ�����Ѹ��ѹ����ѹ�����Ĵ�С��������ĸ����ĸ�ĵ������ڣ����غɴ��ʱ����ͨ����ĸ�ļ�ѹ���̡�
β����Ͳ�ز�װ�й���ֹ���顣�Է�ֹװ��Ĺ���ת����װ�빤��ʱӦ��β����ƽ����ֹ����ƽ�С�
4.�������ܣ��������ķ�תλ�������õ����צ���������ݣ���������λ������е���������ʱ������������������������������������䡣
�ڵ���ʱ��������������λ���ɵ����ݶ�����֮��������������λ���ɵ����ݶ���������̫���������ɵ�ѹ�����ܴ����λ���ĵ��ɵ�ѹ��������Ӱ�쵶����λ���ȡ�
���ܵĺ����ƶ�ʱͨ���������ֶ�ʹ˿����ת���ƶ���ĸ��ʵ�֡����������ú������ʽ��ĸ��˿������ĸ�ʼ��϶��ͨ���ݶ����ݶ�������������ʱ���ɿ��ݶ���ʹ��б�����ĸ���������ƶ����ﵽ����������϶��Ŀ�ġ���϶�������Ժ�Ӧš���ݶ���
������ѹ���봲����������ļ�϶����ͨ����ĸ���ݶ�������ʵ�֡�
4.����䣻�������Ľ����˶������ɹ�˴���������ͨ����ȫ����������ݸ��ϸˣ�����������ʵ�ֵ��ܵ��ݺ����ƶ���
���ܾ��п����ƶ��Ľṹ����ʱ�����Խ��п����ƶ����������Ч�ʣ�Ϊ�����ϸ�����װ�е���Խ��������ڿ��ٵ�����������ϸ�ʱ���ܶԹ������Ľ����˶�ʵ�ֵ���Խ��
Ϊ���ϲ�����ȫ���ڵ�������������ƶ����������ʱ�����������ƶ��������Զ��ѿ������˶�ֹͣ�������Զ���ͨ��
Ϊ���ϻ����ڹ涨��������������Χ���������������ڳ���ʱ�����������ԶԴ���ϵͳ���ܵ��������������е���������ʱ����ж�»���������������ĸ����ʵ�ֶ�ȫ������ĵ���������ע�ⲻҪ���ڵĹ���������ȫ�������ʧȥ��ȫ�������ö�������
��������������뿪����ĸ֮��װ�л��������������˴���ʱ������ƶ�ʱ������ĸû���ѿ���˿�˴���ʱ���п����ƶ��������˶����Ų�������
�����䣻������������������Ử�ƹ��ó��ֻ�����������������������ͱ��������������ú����ľ�ṹ������ֻ�������ϻ��Ƽ��ɸ�������䡣�Ӷ�ʵ�ֶԸ������Ƶļӹ������Ƶļӹ����ֽ�������
Ϊ�˱�֤���Ƽӹ����ȣ�Ӧ������˿�˵�������Ϊ�˿���ͨ��������ĸʵ�ֶ�˿����������н��е�����
|



 �鿴��Ϣ
�鿴��Ϣ





